

 今日焦點(diǎn)
今日焦點(diǎn)
 往期回顧
往期回顧




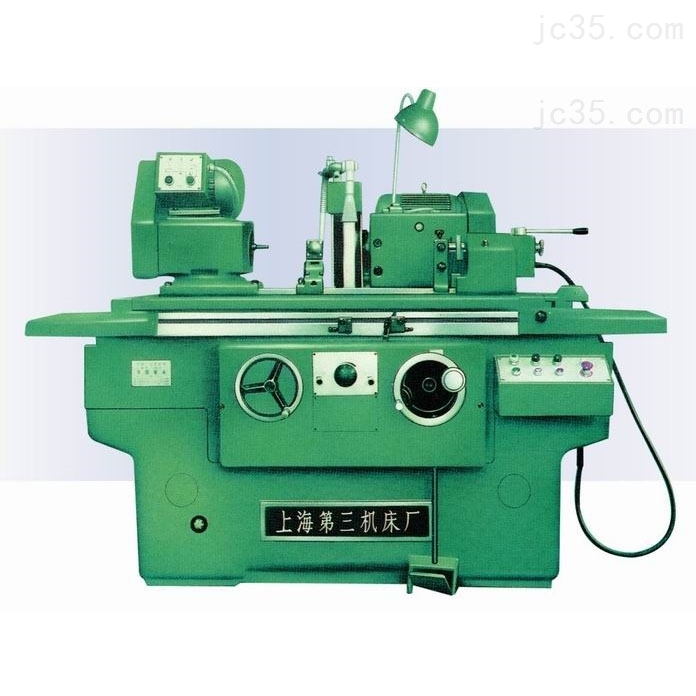
精密數(shù)控外圓磨床是一種高精度金屬切削設(shè)備,主要用于對(duì)軸類、套類等回轉(zhuǎn)體工件的外圓表面進(jìn)行精加工,以獲得很高的尺寸精度(可達(dá)±0.001 mm)、圓度(≤0.5μm)和表面光潔度(Ra 0.05–0.4μm)。廣泛應(yīng)用于汽車制造(如曲軸、凸輪軸)、軸承工業(yè)(內(nèi)/外圈)、液壓元件(活塞桿、缸筒)、航空航天(發(fā)動(dòng)機(jī)軸)、精密模具及機(jī)床主軸等對(duì)幾何精度和表面質(zhì)量要求嚴(yán)苛的領(lǐng)域。
其工作原理基于砂輪高速旋轉(zhuǎn)與工件低速旋轉(zhuǎn)/直線進(jìn)給的相對(duì)運(yùn)動(dòng)。工件由頭架和尾座頂尖夾持或卡盤裝夾,在伺服電機(jī)驅(qū)動(dòng)下以恒定轉(zhuǎn)速旋轉(zhuǎn);同時(shí),高剛性砂輪主軸(轉(zhuǎn)速通常3000–6000 rpm)帶動(dòng)金剛石或CBN砂輪對(duì)工件表面進(jìn)行微量切削。數(shù)控系統(tǒng)(CNC)控制X軸(徑向進(jìn)給)和Z軸(軸向移動(dòng))聯(lián)動(dòng),可實(shí)現(xiàn)圓柱面、錐面、端面、多臺(tái)階軸及復(fù)雜輪廓的自動(dòng)磨削。部分機(jī)型還配備在線測(cè)量?jī)x、自動(dòng)修整器和溫度補(bǔ)償系統(tǒng),實(shí)現(xiàn)“磨—測(cè)—修”閉環(huán)控制,確保加工一致性。
使用精密數(shù)控外圓磨床時(shí),需特別注意以下事項(xiàng):
1.環(huán)境要求嚴(yán)格:設(shè)備應(yīng)安裝在恒溫(20±1℃)、防振、防塵的專用車間,避免溫度波動(dòng)和地面振動(dòng)影響加工精度。
2.砂輪選擇與安裝:根據(jù)工件材質(zhì)(鋼、硬質(zhì)合金、陶瓷等)選用合適粒度、硬度和結(jié)合劑的砂輪;安裝前必須進(jìn)行靜/動(dòng)平衡,防止高速旋轉(zhuǎn)時(shí)產(chǎn)生振動(dòng)。
3.冷卻液管理:使用高清潔度、低泡沫的專用磨削液,流量充足以有效散熱和排屑;定期過濾或更換冷卻液,防止砂輪堵塞和工件燒傷。
4.工件裝夾穩(wěn)固:頂尖頂緊力適中,避免過緊導(dǎo)致變形或過松引起跳動(dòng);細(xì)長(zhǎng)軸建議使用中心架支撐。
5.程序驗(yàn)證與空運(yùn)行:首次加工新零件時(shí),務(wù)必進(jìn)行模擬仿真或空行程測(cè)試,確認(rèn)刀路無干涉,防止碰撞損壞砂輪或工件。
6.日常維護(hù):每日清理導(dǎo)軌、絲杠及防護(hù)罩上的磨屑;每周檢查潤滑油位、液壓壓力及各軸重復(fù)定位精度;定期校準(zhǔn)數(shù)控系統(tǒng)參數(shù)和測(cè)量探頭。
此外,操作人員須經(jīng)過專業(yè)培訓(xùn),熟悉緊急停機(jī)、砂輪破裂應(yīng)急處理等安全規(guī)程。只有在規(guī)范操作與科學(xué)維護(hù)的基礎(chǔ)上,精密數(shù)控外圓磨床才能充分發(fā)揮其“微米級(jí)制造”的核心優(yōu)勢(shì),為裝備制造業(yè)提供可靠的精密加工保障。




