

 今日焦點
今日焦點
 往期回顧
往期回顧




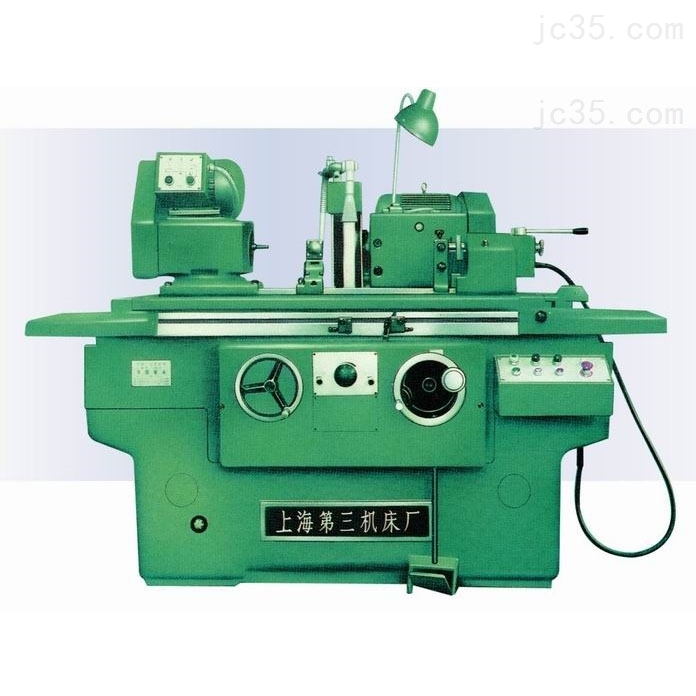
精密數(shù)控外圓磨床是一種用于高精度加工軸類、套類等回轉(zhuǎn)體零件外圓表面的金屬切削設(shè)備,廣泛應(yīng)用于汽車、軸承、液壓、模具及航空航天等行業(yè)。其通過砂輪對工件進行微量切削,可實現(xiàn)微米級的尺寸精度和優(yōu)異的表面光潔度,是制造高精度零部件的關(guān)鍵裝備。
該設(shè)備通常由床身、頭架、尾座、砂輪架、工作臺、數(shù)控系統(tǒng)及冷卻潤滑系統(tǒng)組成?,F(xiàn)代機型普遍采用CNC控制系統(tǒng),支持多軸聯(lián)動(如X/Z軸),可自動完成粗磨、精磨、無心磨、錐面磨及復(fù)雜輪廓磨削,并具備自動對刀、在線測量補償和砂輪修整等功能,顯著提升加工一致性與效率。
一、典型操作步驟
1.開機前檢查:確認潤滑油箱油位正常,冷卻液充足且清潔;檢查砂輪有無裂紋或松動,防護罩完好;清理工作臺及導(dǎo)軌上的雜物。
2.裝夾工件:將工件安裝在頭架與尾座之間,使用頂尖、卡盤或?qū)S脢A具固定,確保同軸度;對于細長軸,可加裝中心架以提高剛性。
3.安裝與平衡砂輪:根據(jù)加工要求選擇合適粒度和硬度的砂輪,安裝后必須進行靜/動平衡,防止高速旋轉(zhuǎn)時振動影響精度或造成安全事故。
4.對刀與參數(shù)設(shè)定:通過手動或自動方式使砂輪靠近工件,設(shè)定起始位置;在數(shù)控系統(tǒng)中輸入加工程序,包括磨削余量、進給速度、修整周期等參數(shù)。
5.試磨與測量:執(zhí)行試運行,測量工件直徑、圓度及表面粗糙度;根據(jù)結(jié)果調(diào)整補償值,直至首件合格。
6.正式加工:啟動自動循環(huán),設(shè)備按程序完成磨削;過程中注意觀察聲音、振動及冷卻效果,發(fā)現(xiàn)異常立即停機。
7.完工處理:加工結(jié)束后,關(guān)閉砂輪和冷卻泵,取下工件;清理切屑和砂輪粉塵,關(guān)閉總電源。
二、使用后的維護與保養(yǎng)
1.日常清潔:每次使用后徹底清除工作臺、砂輪罩、導(dǎo)軌及冷卻箱內(nèi)的磨屑和污垢,防止堆積影響運動精度或堵塞過濾系統(tǒng)。
2.導(dǎo)軌與絲杠潤滑:按設(shè)備要求定期加注導(dǎo)軌油或潤滑脂,確保各運動部件潤滑良好;自動潤滑系統(tǒng)需檢查油路是否暢通。
3.砂輪與修整器維護:定期檢查金剛石修整筆磨損情況,及時更換;保持修整器清潔,確保修整軌跡準確。
4.冷卻系統(tǒng)管理:每周清洗冷卻液濾網(wǎng)和水箱,防止細菌滋生和管路堵塞;長期停用應(yīng)排空冷卻液,避免腐蝕。
5.電氣系統(tǒng)保養(yǎng):保持電柜干燥、通風(fēng),定期清理風(fēng)扇和散熱片灰塵;檢查電纜接頭是否松動,編碼器信號是否穩(wěn)定。
6.精度校驗:每3–6個月檢測主軸跳動、工作臺直線度及重復(fù)定位精度,必要時進行補償或?qū)I(yè)維修。
7.長期停機防護:若設(shè)備閑置超過一周,應(yīng)全面清潔后涂防銹油,覆蓋防塵罩,并定期通電空運行,防止電子元件受潮老化。
精密數(shù)控外圓磨床是高價值、高精度設(shè)備,其性能發(fā)揮不僅依賴先進控制系統(tǒng),更離不開規(guī)范操作與科學(xué)維護。只有將“精用”與“細養(yǎng)”相結(jié)合,才能確保其長期穩(wěn)定運行,持續(xù)產(chǎn)出符合嚴苛公差要求的優(yōu)質(zhì)零件。




