

 今日焦點(diǎn)
今日焦點(diǎn)
 往期回顧
往期回顧




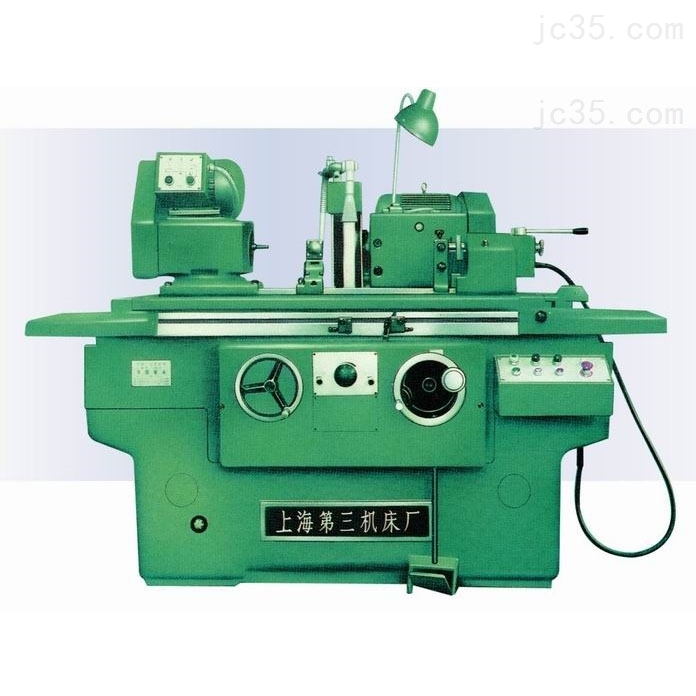
精密數(shù)控外圓磨床是制造業(yè)中實(shí)現(xiàn)精密加工的核心設(shè)備,廣泛應(yīng)用于汽車、航空航天、醫(yī)療等領(lǐng)域,其運(yùn)行穩(wěn)定性直接決定零件加工精度與生產(chǎn)效率。在長(zhǎng)期使用過程中,受操作規(guī)范、環(huán)境因素、設(shè)備損耗等影響,易出現(xiàn)各類故障,若處理不及時(shí)或方法不當(dāng),不僅會(huì)影響產(chǎn)品質(zhì)量,還可能加劇設(shè)備損耗。本文結(jié)合實(shí)操經(jīng)驗(yàn),梳理其常見故障、處理技巧及排查原則,助力操作人員快速解決問題、保障設(shè)備正常運(yùn)行。
加工精度異常是最常見的故障,主要表現(xiàn)為工件表面有螺旋痕、燒傷、橢圓度超標(biāo)等。若工件出現(xiàn)螺旋形痕跡,多為砂輪硬度過高、縱向進(jìn)給量過大或金剛石修正器裝夾不牢固導(dǎo)致,可通過調(diào)整砂輪硬度、減小進(jìn)給量,緊固金剛石修正器并重新修正砂輪解決;若出現(xiàn)表面燒傷,需檢查砂輪鋒利度,及時(shí)修正砂輪,同時(shí)加大冷卻液供應(yīng)量、調(diào)整磨削深度與工件轉(zhuǎn)速。橢圓度超差則多與中心孔不潔、尾架壓力不當(dāng)或主軸軸承間隙過大有關(guān),需清潔或修正中心孔、調(diào)節(jié)尾架壓力,必要時(shí)調(diào)整主軸軸承間隙。
設(shè)備運(yùn)行異常故障主要包括主軸不轉(zhuǎn)、工作臺(tái)爬行、系統(tǒng)報(bào)警等。主軸不轉(zhuǎn)時(shí),需遵循“先外后內(nèi)、先機(jī)械后電氣”的原則,先檢查電源、接線是否正常,再排查主軸電機(jī)、驅(qū)動(dòng)模塊是否損壞,避免盲目拆卸設(shè)備。工作臺(tái)爬行多因液壓系統(tǒng)有空氣或?qū)к墲?rùn)滑油壓力異常,可打開放氣閥排除空氣,調(diào)整導(dǎo)軌潤(rùn)滑油壓力。系統(tǒng)報(bào)警如西門子840D系統(tǒng)300508報(bào)錯(cuò),需結(jié)合報(bào)警提示,檢查電源模塊、接線接觸情況,必要時(shí)恢復(fù)系統(tǒng)參數(shù)或更換故障模塊。
故障排查與處理需遵循科學(xué)原則,優(yōu)先采用經(jīng)驗(yàn)法、系統(tǒng)自診斷法、代換法等高效排查方式,通過觀察設(shè)備運(yùn)行聲音、氣味、報(bào)警提示,快速縮小故障范圍。同時(shí),日常維護(hù)是減少故障的關(guān)鍵,需定期清潔設(shè)備、更換冷卻液與潤(rùn)滑油,檢查電纜接頭、砂輪平衡度,控制設(shè)備運(yùn)行環(huán)境的溫濕度,避免電磁干擾。操作人員需規(guī)范操作,避免頻繁急停、誤改系統(tǒng)參數(shù),定期備份程序與參數(shù),防止軟件故障導(dǎo)致設(shè)備停機(jī)。
綜上,精密數(shù)控外圓磨床的故障處理需兼顧“快速定位、科學(xué)處理、預(yù)防為先”,掌握常見故障的成因與處理技巧,遵循規(guī)范的排查原則,做好日常維護(hù),既能減少故障發(fā)生率,又能延長(zhǎng)設(shè)備使用壽命,保障精密加工的穩(wěn)定性與高效性。




